MecSoft’s Advanced 3 Axis Machining methods are well suited for machining complex mold cores and cavities. Mold machining demands accuracy and control throughout the cutting process. MecSoft’s RhinoCAM and VisualCADCAM provides the accuracy and control needed to machine even the most complex mold cores and cavities. This article takes a look at some of these advanced methods in a real work example.

Watch the Companion Video Here!
Contents
(Adv) 3 Axis Horizontal Re-Roughing
(Adv) 3 Axis 3D Offset Pocketing (1)
(Adv) 3 Axis 3D Offset Pocketing (2)
(Adv) 3 Axis 3D Offset Pocketing (3)
(Adv) 3 Axis 3D Offset Pocketing (4)
(Adv) 3 Axis Between 2 Curves (1)
(Adv) 3 Axis Between 2 Curves (2)
About the Part
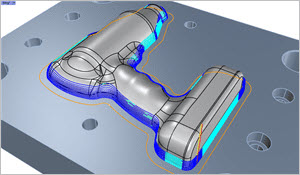
The example part shown here is injection molded using core and cavity plates. We will look specifically at the mold core plate and explores the application of toolpath strategies included in the Advanced 3 Axis module.
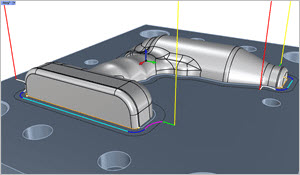
The Machining Job
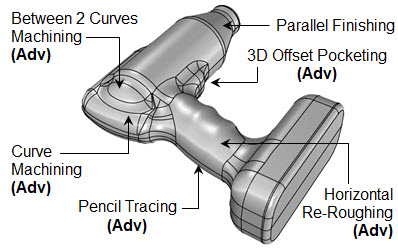
The Machining Job for this mold core block example is shown here on the right. It is a combination of both 3 Axis Methods and Advanced 3 Axis Methods. The (Adv) is annotated to the beginning of each Advanced 3 Axis Method used. You will see that (Adv) Horizontal Re-Roughing, (Adv) 3D Offset Pocketing, (Adv) Between 2 Curves Machining, (Adv) Curve Machining and (Adv) Pencil Tracing are used. The Machining Job shown here is only a subset of all of the toolpaths that would be deployed to complete this job. Each toolpath method is shown in the descriptions below.
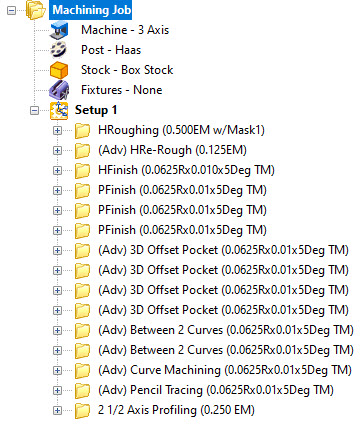
Machining Job Tree
The Toolpath Methods
Each toolpath method is illustrated below including their specific characteristics and cutting parameters optimized for 3D mold core machining. Note that the toolpath stepover values are enlarged for clarity. The actual stepover values needed to meet typical mold core surface finish would be much tighter (i,e., Much smaller stepover values). Again, these are only a subset of the available Advanced 3 Axis methods available to you. Let’s have a closer look.
3 Axis Horizontal Roughing
Control Geometry: None (default to Part/Stock perimeters), Tool: Flat Mill ½” Dia., Tolerance: 0.04, Stock: 0.01, Cavity/Pocketing Cut Pattern: Offset, Start Point: Inside, Stepover: 15%, Core/Facing Cut Pattern: Island Offsets, Stepover: 25% with Corner Cleanup. Cut Levels: Stepdown: 50%, Cut Level Ordering: Depth First, Clear Flats: Enabled, Engage/Retract: Helical, Adv Cut Parameters: Cut Arc Fitting at Tolerance: 0.02.
3 Axis Horizontal Roughing
(Adv) 3 Axis Horizontal Re-Roughing
Control Geometry: 0.5 Offset Closed Curve, Tool: Flat Mill ?” Dia., Tolerance: 0.01, Stock: 0.025, Cavity/Pocketing Cut Pattern: Offset, Cut Direction: Mixed, Start Point: Inside, Stepover: 15%, Core/Facing Cut Pattern: Island Offsets, Cut Direction: Mixed, Stepover: 25% with Corner Cleanup. Cut Levels: Stepdown: 0.02, Cut Level Ordering: Depth First, Engage/Retract: Helical, Adv Cut Parameters: Cut Arc Fitting at Tolerance: 0.02.
(Advanced) 3 Axis Horizontal Re-Roughing
3 Axis Horizontal Finishing
Control Geometry: 0.5 Offset Closed Curve, Tool: 1/16” x 5% Taper Mill, Tolerance 0.0005, Cut Direction: Climb, Tool Action at Containment: Retract to Clearance, Cut Levels: Stepdown: 0.025 Cut Levels Ordering: Depth First, Cut Levels Containment: Top: 1.8, Bottom: 1.5, Entry/Exit: None, Advanced Cut Parameters: Arc Fitting at Tolerance: 0.001.
3 Axis Horizontal Finishing
3 Axis Parallel Finishing (1)
Control Geometry: Surface Boundaries, End Condition: On, Tool: 1/16” x 5% Taper Mill, Tolerance: 0.0005, Stock: 0, Cut Control: Cut Direction: Mixed, Start Side: Bottom, Angle of Cuts: 0, Cutting Area Control: Tops Only, Stepover: 0.05, Entry/Exit: Linear, Cut Connections: Straight, Advanced Cut Parameters: Arc Fitting at Tolerance: 0.001.
3 Axis Parallel Finishing
3 Axis Parallel Finishing (2)
Control Geometry: Surface Boundaries, End Condition: On, Tool: 1/16” x 5% Taper Mill, Tolerance: 0.0005, Stock: 0, Cut Control: Cut Direction: Mixed, Start Side: Bottom, Angle of Cuts: 0, Cutting Area Control: Tops Only, Stepover: 0.05, Entry/Exit: Linear, Cut Connections: Straight, Advanced Cut Parameters: Arc Fitting at Tolerance: 0.001.
3 Axis Parallel Finishing
3 Axis Parallel Finishing (3)
Control Geometry: Surface Boundaries, End Condition: On, Tool: 1/16” x 5% Taper Mill, Tolerance: 0.0005, Stock: 0, Cut Control: Cut Direction: Mixed, Start Side: Bottom, Angle of Cuts: 0, Cutting Area Control: Tops Only, Stepover: 0.05, Entry/Exit: Linear, Cut Connections: Straight, Advanced Cut Parameters: Arc Fitting at Tolerance: 0.001.
3 Axis Parallel Finishing
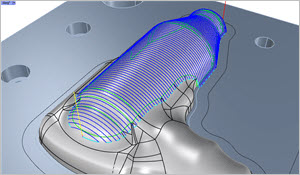
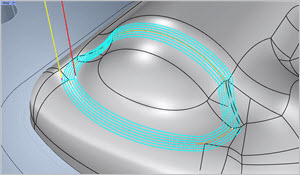
(Adv) 3 Axis 3D Offset Pocketing (1)
Control Geometry: Surface Boundaries, End Condition: On, Tool: 1/16” x 5% Taper Mill, Tolerance: 0.0005, Stock: 0, Cut Control: Cut Direction: Mixed, Pocket Start Point: Inside, Stepover: 0.03, Entry/Exit: Linear, Cut Connections: Straight.
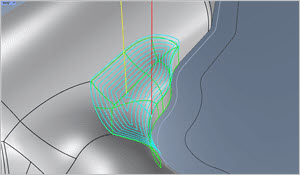
(Advanced) 3 Axis 3D Offset Pocketing
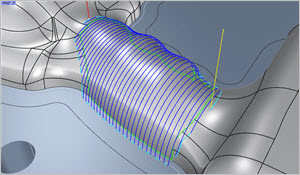
(Adv) 3 Axis 3D Offset Pocketing (2)
Control Geometry: Surface Boundaries, End Condition: On, Tool: 1/16” Dia. Ball Mill, Tolerance: 0.0005, Stock: 0, Cut Control: Cut Direction: Mixed, Pocket Start Point: Inside, Stepover: 0.03, Entry/Exit: Linear, Cut Connections: Straight.
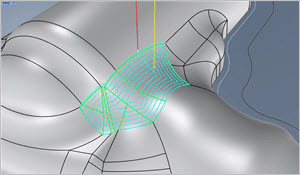
(Advanced) 3 Axis 3D Offset Pocketing
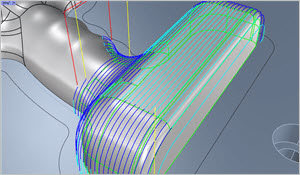
(Adv) 3 Axis 3D Offset Pocketing (3)
Control Geometry: Surface Boundaries, End Condition: On, Tool: 1/16” Dia. Ball Mill, Tolerance: 0.0005, Stock: 0, Cut Control: Cut Direction: Mixed, Pocket Start Point: Inside, Stepover: 0.03, Entry/Exit: Linear, Cut Connections: Straight
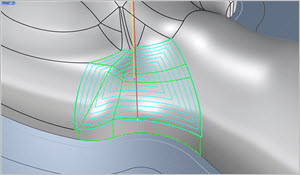
(Advanced) 3 Axis 3D Offset Pocketing
(Adv) 3 Axis 3D Offset Pocketing (4)
Control Geometry: Surface Boundaries, End Condition: On, Tool: 1/16” Dia. Ball Mill, Tolerance: 0.0005, Stock: 0, Cut Control: Cut Direction: Mixed, Pocket Start Point: Inside, Stepover: 0.03, Entry/Exit: Linear, Cut Connections: Straight
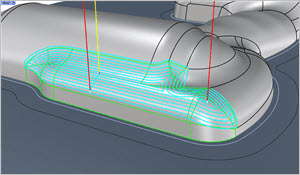
(Advanced) 3 Axis 3D Offset Pocketing
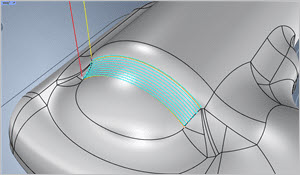
(Adv) 3 Axis Between 2 Curves (1)
Containment: 2 Surface Boundary Curves, Tool: 1/16” Dia. Ball Mill, Tolerance: 0.0005, Stock: 0, Cut Direction: Along, Cut Pattern: ZigZag, Stepover: 0.02, Entry/Exit: Linear, Cut Connections: Straight
(Advanced) 3 Axis Between 2 Curves Machining
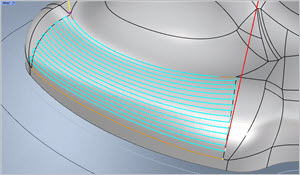
(Adv) 3 Axis Between 2 Curves (2)
Containment: 2 Surface Boundary Curves, Tool: 1/16” Dia. Ball Mill, Tolerance: 0.0005, Stock: 0, Cut Direction: Along, Cut Pattern: ZigZag, Stepover: 0.02, Entry/Exit: Linear, Cut Connections: Straight
(Advanced) 3 Axis Between 2 Curves Machining
(Adv) 3 Axis Curve Machining
Control Geometry: 8 Surface Boundary Regions, Tool: 1/16” Dia. Ball Mill, Tolerance: 0.0005, Stock: 0, Cut Type: Along, Cut Control: ZigZag, Cut Start Side: Right, Cut Both Sides: Yes, Cutting Band Width: 0.05, Stepover: 0.02, Entry/Exit: Linear, Cut Connections: Straight
(Advanced) 3 Axis Curve Machining
(Adv) 3 Axis Pencil Tracing
Control Geometry: 0.5 Offset Closed Curve, Tool: 1/16” Dia. Ball Mill, Tolerance: 0.0005, Stock: 0, Cut Direction: Climb, Do Multiple Cuts: No, Entry/Exit: Linear, Cut Connections: Straight
(Advanced) 3 Axis Pencil Tracing
2½ Axis Profiling
Control Geo: 6 Surface Boundary, Tool: 1/4” Dia. Flat Mill, Tol: 0.0005, Stock: 0, Cut Dir: Mixed, Cut Side: Use 3D Model, Loc of Cut Geo: At Bottom, Total Cut Depth: 0.099, Rough Depth/Cut: 0.099 (one pass), Cut Levels Ordering: Depth First, Entry: Lines & Arcs, Tangent, Engage Motion: Radial, Engage Ramp Height: 0.125, Exit: Lines & Arcs, Retract: Radial: 0.25, Retract Ramp Height: 0.125, Departure: Tangent, Adv Cut Parameters, Arc Fit Tol: 0.001
2½ Axis Profiling
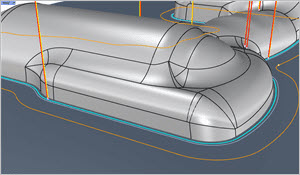
Advanced 3 Axis Machining
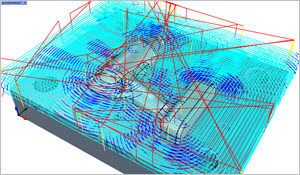
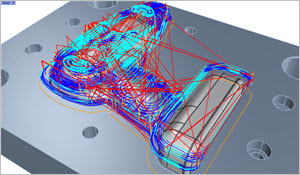
The illustration shows how many (but not all) of the advanced 3 Axis toolpath methods project downward onto the part surfaces and are contained to the projected surface boundaries. Some of the even more advanced 3 Axis methods, such as 3D Offset Pocketing and 3D Offset profiling are Constant Stepover methods. Tghis means that the stepover distance is measured along the contour of the surface.
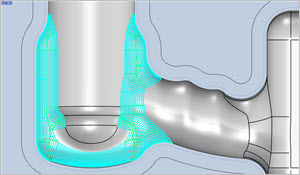
Advanced Projection Machining