If you do not have a 3D printer attached to your computer you can use this command to generate a G-Code file that you can send to your printer from another computer or location. For example, if you use a 3D printing service, you can send them the G-Code file created by this command. It will contain all of the information needed to print your part.
Check your 3D Printer Selection: Before generating G-Code it's a good idea to check and make sure you have the correct 3D Printer selected and that the Nozzle Diameter parameter matches the actual nozzle installed on your printer. See Select Printer for more information.
Layer height This specifies the height of each 3D printed layer. This value will depend on the material used. Refer to your printer guide or service for recommended values.
Perimeters Each layer will consist of an outer perimeter and possibly an inner perimeter depending on the geometry of your part. This value specifies the solid thickness of each perimeter.
Retract only between levels Check this box to only retract the extruder after an entire layer is printed. If unchecked, enter the distance between retractions.
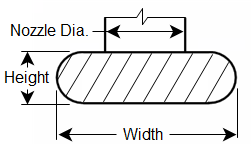
Automatically calculate extrusion volume Check this box to have the extrusion volume calculated automatically based on the Nozzle Diameter of the selected 3D Printer. Refer to the cross-section figure below. Width is equal to 1.05 times the Nozzle Diameter while Height is equal to the Layer Height parameter listed above. If this is unchecked, enter the Material multiplier and Spacing listed below.
Material multiplier This value that defines the volume of material extruded per unit of distance. This multiplied by the distance traversed by the head will give you the total volume extruded during each move of the extruder head.
Spacing This refers to the stepover distance of the extruder head in filled areas.
Extruder / Bed You can specify the operating temperature for both the extruder and the bed of the printer. This will depend on the material used. Refer to your printer guide or service for recommended values.
Perimeter / Infill You can specify separately the speed of the extruder when printing Perimeters, Infills and Traversals. Speed values are measured in part units per minute.
Use travel speed instead of rapid You can specify separately the speed of the extruder when the printer traverses. Speed values are measured in part units per minute.
Generate Select this button to Generate the printed layers and display them on your part in the graphics screen.
Post Select this button to Post the generated printed layers to a G-Code file. From the Post & Save As dialog, select a folder and enter a file name and file extension for the posted gcode file and pick Post. Enter a file extension supported by your printer.
Sample G-Code File
Path Visibility Select this icon to toggle the display of the printed layers on your part in the graphics screen.
Display Path Levels Select this icon to display the Z Level Display dialog. You can use this dialog to view each printed layer individually.